信息來源于:互聯網 發布于:2023-02-13
二、工件產生變形的問題
1. 工件產生變形的原因
廣東機械加工廠由于工件毛坯制造、切削加工、熱處理時,其受熱不均、內部組織相變、受力變形等作用使工件內部產生了殘余應力,一段時間內在不受外界影響的情況下應力分布相對平衡,但 在線切割加工過程中,由于工件材料被大量切去和切斷,又會改變其應力分布,隨著時間的推移而逐漸趨于平衡,從而使工件發生變形。廣東機械加工廠對于鋁合金零件這種變形現象更明顯。
2. 解決方法
(1)切割加工前去應力 零件在切割加工前首先進行熱處理消除材料內應力,這樣切割時就不會出現大的應力變形,以穩定尺寸。當然不同的材質,進行處理的方法各不相同。
(2)外輪廓加工方法 外輪廓加工時通常可以不用打穿絲孔從毛坯外側切入即可,如圖2a所示,
這種方法極易由于毛坯破口后造成材料內應力釋放產生較大變形,造成零件加工精度下降。為了避免和減少這種變形的產生,廣東機械加工廠采用打穿絲孔加工的方法,保持毛坯輪廓的封閉性, 如圖2b所示,可最大限度地減少加工過程中的應力變形。(a) 外側切入 (b)打穿絲孔加工

圖2 外輪廓加工方法示意圖
(3)采用二次切割法 對于加工精度要求比較高的零件,最好采用二次切割法。如在加工圖3所示某子彈尾翼時,采用V形鐵裝夾φ8mm這一端,而另一端懸空。按正常的加工工藝加工結束后,用千分尺測量,靠近V形鐵處加工尺寸為2.00mm,而另一端加工尺寸僅為1.86mm。這是在線切割加工過程中,由于工件材料被大量切去改變其應力場分布,從而使工件發生變形。
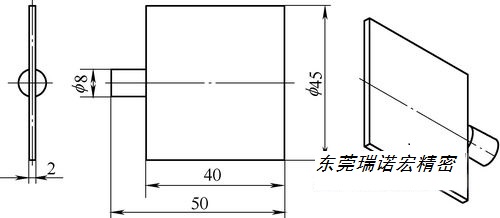
圖3 某子彈尾翼圖
加工改進的方法是第一次加工中間留的厚度由2mm增加到2.4mm,在第一次切割時單邊留0.2余量,(使用φ0.18mm鉬絲時)加工結束測量尺寸為1.99mm,達到了試驗要求的尺寸。






